Инженеры Audi начали работать над проектом в 1982 году. Идея была столь навязчива, что им потребовалась всего пара лет, чтобы с нуля продумать технологию изготовления силовой структуры кузова из алюминия и адаптировать ее под серийное производство. Основная трудность состояла в том, что модуль упругости крылатого металла втрое меньше, чем у стали: при поглощении энергии удара алюминиевая конструкция деформируется сильнее, что не вписывалось в требования по пассивной безопасности. Застолбив четыре десятка производственных патентов, немцы уже в 1988 году подготовили к серийному производству модель V8 c полностью алюминиевым скелетом. Но рынок не был готов к появлению таких машин — и «восьмерка» пошла в серию с кузовом из стали.

Эволюция
Первая серийная модель с алюминиевым несущим кузовом встала на конвейер шесть лет спустя — в 1994 году появился Audi A8 первого поколения. Кузов весил всего 249 кг (в стальном исполнении он был бы тяжелее на 40%). Уровень пассивной безопасности удовлетворял всем требованиям того времени. Чтобы компенсировать низкий модуль упругости листового алюминия, в силовой структуре рамы использовали многокамерные профили и крупные детали сложной формы с толстыми стенками, изготовленные литьем под давлением. На их долю приходилось 29% из 334 отдельных компонентов. Остальную часть составляли алюминиевые панели, добавлявшие конструкции жесткости. Примерно 75% сборочных операций выполнялось вручную.
Материалы по теме
Как сваривают кузова Фольксвагенов и Шкод в Калуге

Следующим шагом стало упрощение структуры рамы ASF с целью использовать ее для более массовых моделей и повысить уровень автоматизации производства.
В 1999 году идея воплотилась в хэтчбеке Audi A2. Количество деталей кузова сократили до 225. Некоторые из них, к примеру, центральные стойки, изготавливали из единых отливок. Доля листовых элементов была еще высока — 81%. При сборке кузова использовали преимущественно клепку, сварку в среде инертного газа (MIG) и лазерную сварку, а уровень автоматизации вырос до 80%.
Технология ASF полностью удовлетворяла новому тренду снижения массы и одновременного повышения жесткости кузова. Алюминиевый кузов Audi A8 второго поколения (2002 год) стал жестче на 61%, а весил на 29 кг меньше. Доля крупных отливок возросла с 22 до 31%, а число отдельных деталей сократилось на 20%. В сборочный процесс включили новую технологию — гибридную лазерную сварку, которая снизила до минимума деформацию элементов в местах соединений, обеспечила эффективное заполнение зазоров и высокую скорость сборки.

Комбинированную структуру рамы ASF реализовали в Audi TT второго поколения (2006 год); цель — добиться оптимальной развесовки по осям. Передний модуль кузова, средняя часть днища и верхняя часть каркаса были алюминиевыми (доля крылатого металла составила 68%), задняя часть днища и кузова, а также перегородки моторного отсека — стальными. Машина стала легче предшественницы на 90 кг, при этом жесткость кузова на кручение возросла в полтора раза. Однако пара алюминий-сталь оказалась довольно капризной. Чтобы обеспечить необходимую прочность и исключить контактную коррозию, вместо термических применили так называемые холодные методы соединения (заклепки, болты и клей) и изолирующий герметик.
Материалы по теме
Эволюция бампера: от швеллера до карбона

Адаптация концепции ASF для спортивных автомобилей потребовала очередного увеличения жесткости и снижения массы. Усилия инженеров воплотились в купе Audi R8 первой генерации (2007 год). Основу каркаса составили алюминиевые профили (70%), на отливки пришлось 8%, на листовые элементы — 22%. Вдобавок применили сверхлегкие материалы. Магниевая распорка моторного отсека добавила жесткости заднему модулю кузова. Для открытой версии Spyder некоторые несущие элементы, например задние боковины и крышку моторного отсека, изготовили из углепластика.
Ужесточение требований к уровню пассивной безопасности подвигло на новые решения. Силовой каркас кузова сделали из стали, использовав высокопрочные сплавы, которые предпочтительнее алюминия в деле защиты седоков при аварии. Новую концепцию реализовали в Audi A8 третьего поколения (2010 год). Из высокопрочной стали изготовили, например, центральные стойки кузова. Вдобавок использовали алюминий тринадцати различных сортов и вакуумную отливку алюминиевых деталей, которая обеспечивает высокие механические свойства, пластичность и надежность соединений. Прочность деталей повысилась на 35%, а толщина стенок и масса уменьшились на 25%.
В дальнейшем высокопрочные стали постепенно вытесняли алюминий из силовой структуры: они обеспечивают необходимые прочностные характеристики даже при небольшой толщине стенок. Благодаря этому удалось существенно снизить снаряженную массу Audi TT нового поколения (2014 год) и одновременно увеличить жесткость кузова. Еще больше места заняла высокопрочная сталь в «клетке безопасности» Audi Q7 второй генерации (2015 год), а доля алюминия в пространственной раме упала до 41%. Вместо алюминия все чаще применяют углепластик: силовая структура кузова Audi R8 нынешнего поколения на 13% состоит из карбона.
Гибридный подход
В середине лета выйдет А8 четвертого поколения. Его пространственная рама оказалась тяжелее предыдущей — 282 кг против 231. Прирост связан с более жесткими требованиями по пассивной безопасности и изначальной заточкой под альтернативный привод — в частности, гибридный. Зоны для батарей должны иметь высокую жесткость, поэтому в структуре рамы стало больше стальных компонентов. В основном это высокопрочные сплавы, использованные в «клетке безопасности» салона. Доля алюминия снизилась до 58%.

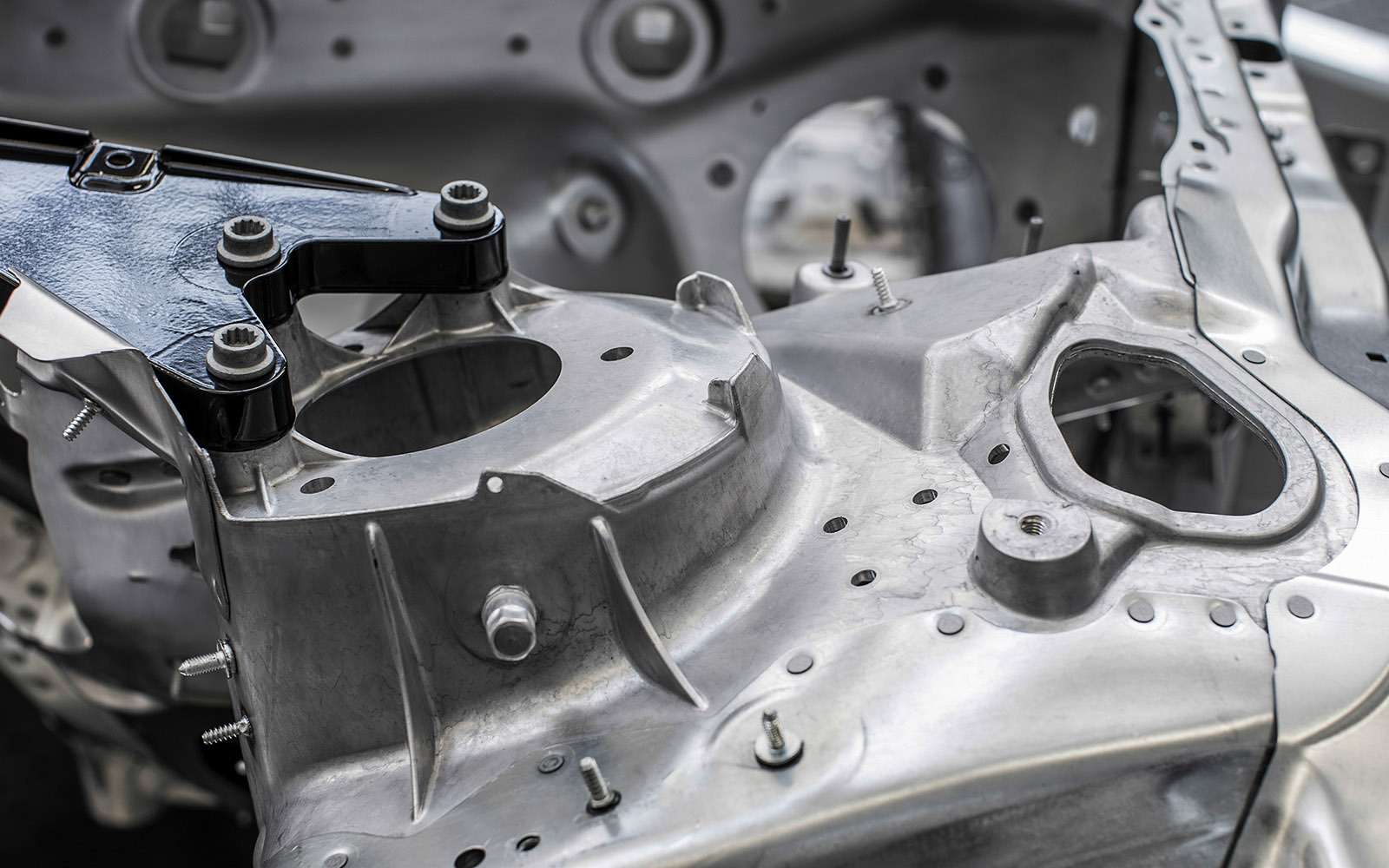
Инженеры стараются использовать нужный материал в определенном месте и в необходимом количестве, черпая вдохновение в творениях живой природы. В раме ASF сочетаются уже четыре различных материала, а в конструкции деталей активно используется бионика («конструктивные» решения, позаимствованные у природы). Природная архитектура хорошо видна в хитросплетениях развитых ребер — эти, казалось бы, хаотично расположенные перегородки на литых алюминиевых элементах повысили жесткость кузова на кручение на 24%.
Помимо привычной стали компанию алюминию составили магний и углепластик. Из магниевого сплава изготовлена распорка опор стоек передней подвески — она на 28% легче аналогичной алюминиевой на предыдущем А8, а жесткость у нее та же.

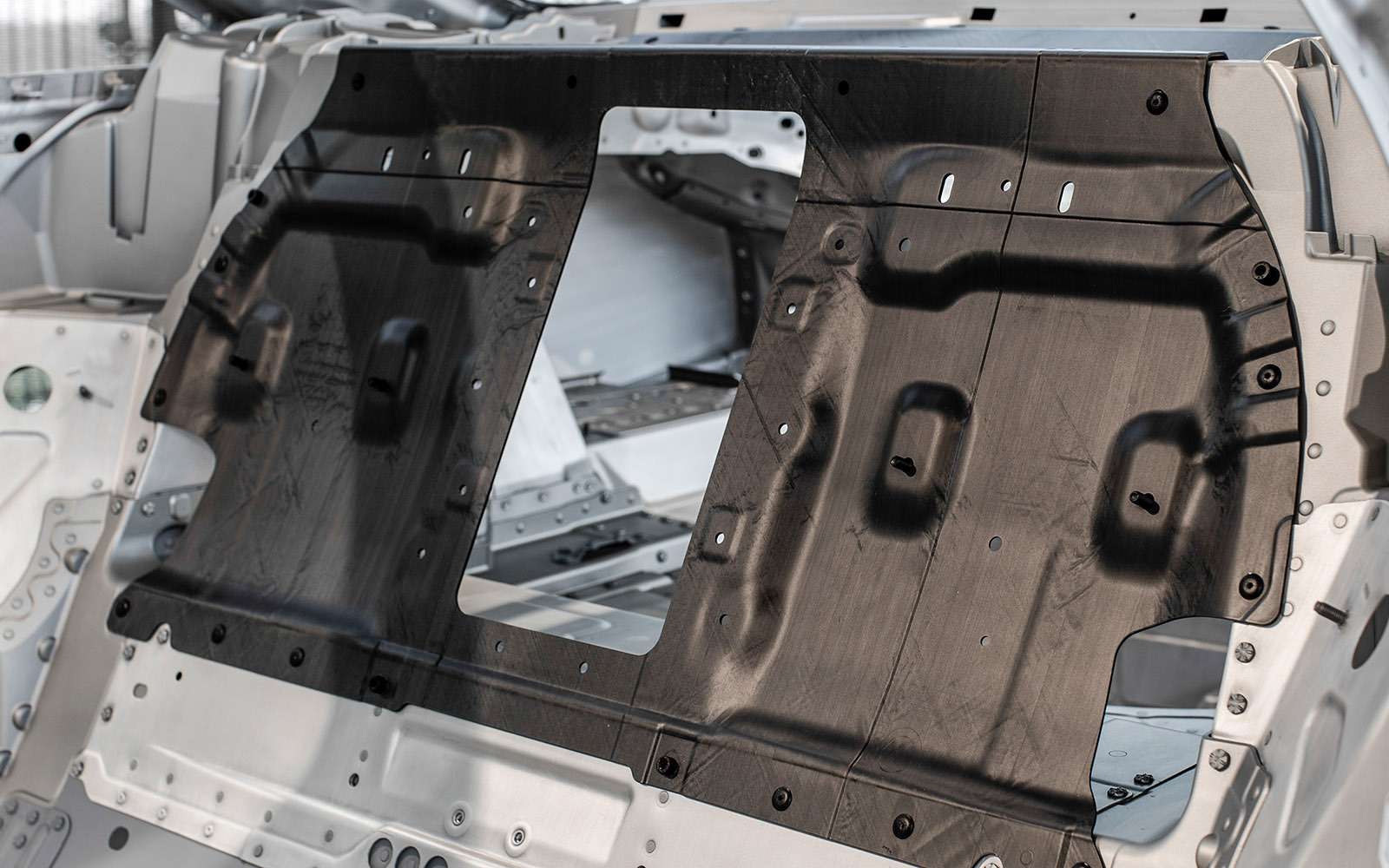
Из углепластика сделана задняя панель кузова (перегородка за спинкой сидений второго ряда). Она имеет сегменты различной толщины — в них от шести до девятнадцати слоев волокна. Каждый из слоев — это лента шириной 50 мм, которую можно укладывать под любыми углами. Благодаря комплексной ориентации волокон панель поглощает разнонаправленные нагрузки и обеспечивает аж 33% жесткости на кручение всего кузова — яркое проявление новой концепции ASF.
Инженеры Audi уверяют, что производство карбоновых элементов теперь не так уж затратно. Они разработали оригинальный процесс укладки слоев волокна, позволивший отказаться от промежуточных этапов изготовления цельных листов.

Нижняя часть перегородки моторного отсека выполнена из высокопрочной стали и имеет переменную толщину. Она сварена из трех сегментов, центральный — наиболее толстый. Такая схема обеспечивает снижение массы детали на 20% при сохранении необходимой жесткости. Переменную толщину по длине имеют и центральные стойки кузова. Это очень важно при распределении энергии удара в случае бокового столкновения.
Новые технологии алюминиевого литья позволяют получать элементы сложной геометрии, что ранее было возможно только для стали. К примеру, стенка опорной чашки заднего амортизатора благодаря развитому оребрению стала тоньше на 15% и легче на 19%. Новые сплавы также повысили прочность профилей лонжеронов на 31% и снизили их массу на 26%.
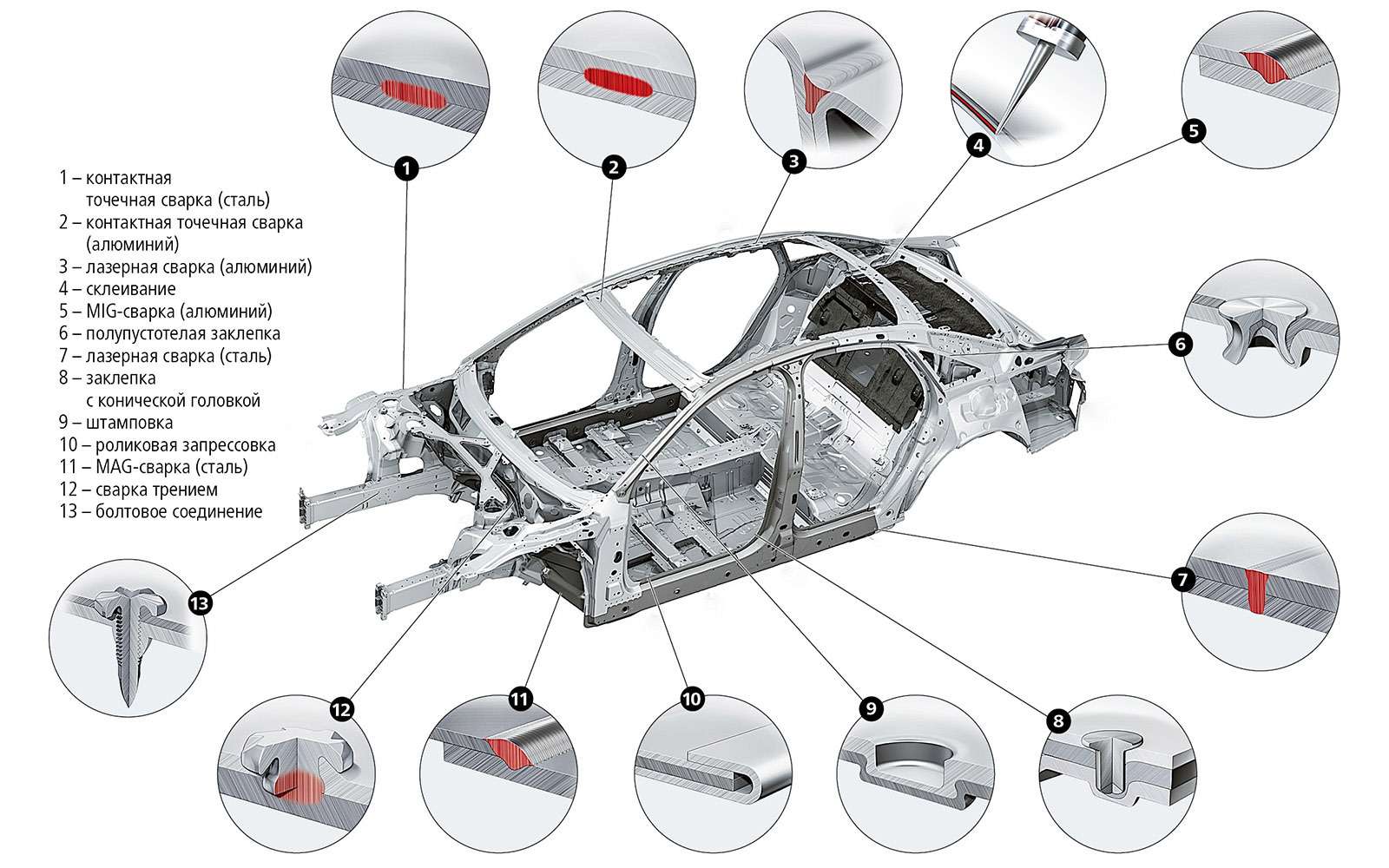
Держаться друг за друга
При сборке кузова А8 нового поколения применяют более десятка методов соединения металлов. На «холодные» (склеивание, клепка, болтовые соединения) приходится 80%, остальное — различные типы сварки. Длина клеевых швов составляет почти 100 метров. Среди новых методов — роликовая запрессовка и впервые примененная дистанционная сварка алюминия.
Материалы по теме
Внимание, платформа: что скрывается за единой базой машин

Роликовую запрессовку используют по периметру дверных проемов. В этих местах соединяются листы из высокопрочной и обычной стали, а также алюминия. Благодаря этой технологии ширина фланцев в зоне соединения уменьшилась на 30% — это дает более широкие дверные проемы и менее массивные стойки.
Разработанная Audi технология дистанционной сварки алюминия на 95% сокращает издержки при серийном производстве, минимизируя потребность в дорогостоящих процедурах контроля. За счет точной регулировки подаваемой энергии и положения лазерного луча значительно снижается риск появления высокотемпературных трещин. Это позволяет также уменьшить ширину фланцев на 27% и увеличить скорость сварки на 53%.
На заводе в городе Неккарзульм, где собирают новый А8, трудится около полутысячи роботов, используется 90 систем клеевой сварки, 60 машин для установки болтов, 270 клепальных установок и 90 клещей контактной точечной сварки. Степень автоматизации — 85%. В измерительном центре компьютерные томографы и система ультразвуковой визуализации следят за качеством соединений элементов. Лазерные измерительные станции проверяют каждый кузов по двум тысячам точек, а некоторые — по шести тысячам.

Обратная сторона медали
Разрабатывая и модернизируя концепцию ASF, немцы думали и о ремонтных процессах. На сертифицированных СТО есть всё необходимое оборудование для восстановления кузова после аварии, а цены на ремонт алюминиевых конструкций вполне приемлемые — это подтверждают низкие страховые ставки. Однако работа с алюминием требует особых навыков и квалификации. А когда дело доходит до соединений со сталью, количество подводных камней резко возрастает.
Забудешь, например, про изолирующий слой в соединении деталей из стали и алюминия — и контактная коррозия быстро сожрет весь узел.
Фирма Audi планирует внедрять технологии ASF и в более массовые модели. Как это изменит нашу жизнь и насколько усложнит возможный ремонт? Ответа на этот вопрос пока нет. Поживем — увидим.
Сталь, алюминий или карбон: что лучше для кузова
Технология изготовления кузовов с пространственной рамой ASF (Audi Space Frame) могла быть внедрена еще три десятилетия назад, но технологическая эволюция пошла по иному сценарию. Немцы перепробовали разные схемы, чтобы прийти к общему знаменателю в процессе производства.



Технология изготовления кузовов с пространственной рамой ASF (Audi Space Frame) могла быть внедрена еще три десятилетия назад, но технологическая эволюция пошла по иному сценарию. Немцы перепробовали разные схемы, чтобы прийти к общему знаменателю в процессе производства.


